Die Temperaturen werden sich in Zukunft noch weiter erhöhen – und damit auch die Auswirkungen von Hitze auf Pflegebedürftige und Pflegepersonal. Besonders im Sommer können hohe Temperaturen eine ernsthafte Bedrohung darstellen. Ein gut durchdachter Hitzeschutzplan ist daher unerlässlich. In diesem Blogbeitrag erfahren Sie, wie Sie Temperaturen, im Rahmen eines Hitzeschutzplans, in Echtzeit überwachen und somit Pflegebedürftige, Pflegepersonal sowie temperaturempfindliche Waren schützen können.
Was ist ein Hitzeschutzplan?
Ein Hitzeschutzplan ist ein systematisches Vorgehen, um die Auswirkungen von Hitze zu minimieren. Er umfasst Maßnahmen wie beispielsweise Anpassung von Trinkverhalten, Kleidung oder das Angebot aktiver Kühlmittel, um die Gesundheit von Pflegebedürftigen und Pflegepersonal zu schützen. Ein wichtiger Bestandteil eines Hitzeschutzplans ist außerdem die kontinuierliche Überwachung der Raumtemperatur. Nur so kann rechtzeitig reagiert werden und Maßnahmen ergriffen werden, um Überhitzung zu vermeiden.
Temperaturen prüfen
Die regelmäßige Prüfung der Raumtemperatur ist essenziell für einen effektiven Hitzeschutzplan. Dabei ist es wichtig, nicht nur die Außentemperaturen im Blick zu haben, sondern auch die Temperaturen in den Innenräumen. Hohe Raumtemperaturen können besonders gefährlich für Pflegebedürftige sein, die oft eine geringere Fähigkeit zur Thermoregulation haben. Daher sollten Sie die Raumtemperaturen mehrmals täglich kontrollieren und dokumentieren. Neben den Raumtemperaturen im Rahmen des Hitzeschutzes müssen auch die Temperaturen von Medikamentenschränken und Lebensmitteln vorschriftsgemäß kontrolliert und dokumentiert werden, was zusätzlichen Aufwand mit sich bringt.
Herausforderung hoher personeller Aufwand
Die manuelle Überwachung der Temperaturen kann jedoch sehr aufwendig sein. Das Pflegepersonal ist oft bereits stark ausgelastet und hat kaum Kapazitäten, die Temperaturen regelmäßig zu kontrollieren und zu dokumentieren. Zudem liefert die manuelle Temperaturmessung nur Momentaufnahmen, die im Zusammenhang mit der Lagerung von Lebensmitteln und Medikamenten oft nicht aussagekräftig genug sind. Die manuelle Dokumentation verursacht einen hohen bürokratischen Aufwand und ist fehleranfällig. Eine kontinuierliche Temperaturaufzeichnung ist demnach unerlässlich, um sicherzustellen, dass die Temperaturen stets innerhalb sicherer Bereiche liegen.
Lösung: Automatisierte Überwachung durch Sensorik
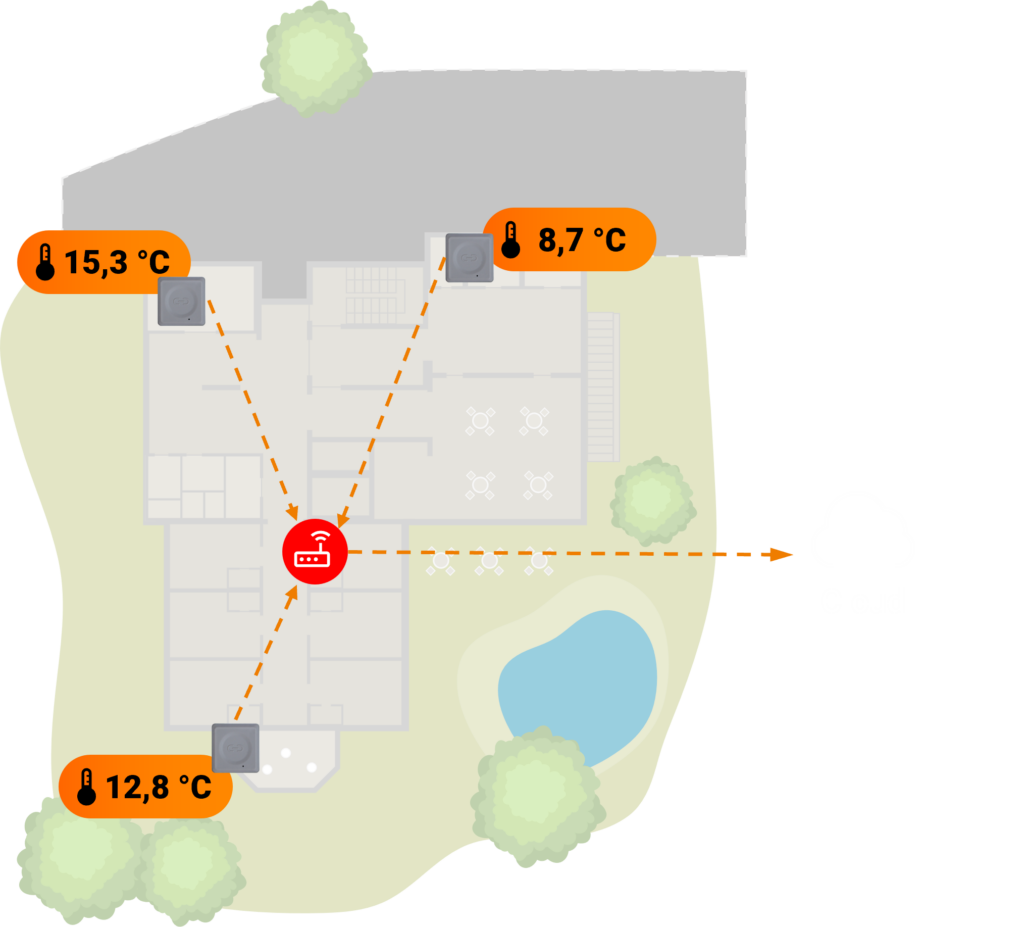
Die Lösung für dieses Problem ist die automatisierte Überwachung der Temperaturen durch Sensorik. Mit modernen Sensoren können Sie Raumtemperaturen, oder die Temperaturen in Medikamentenschränken sowie Kühlschränken kontinuierlich überwachen. Diese Sensoren messen die Temperatur und senden die Daten an eine Plattform. So haben Sie jederzeit einen Überblick über die aktuellen Temperaturen und können bei Bedarf sofort reagieren. Ein solcher Ansatz macht die Umsetzung eines Hitzeschutzplans wesentlich effektiver und entlastet das Pflegepersonal erheblich.
Muster Aktionsplan
Einige Kommunen und Bundesländern haben bereits Hitzeaktionspläne, die alle wichtigen Schritte und Maßnahmen enthalten, die in einem Hitzeschutzplan berücksichtigt werden sollten. Sie können diese Pläne herunterladen und an Ihre individuellen Bedürfnisse anpassen: Übersicht der veröffentlichten Hitzeaktionspläne
Ein gut ausgearbeiteter Hitzeschutzplan ist unerlässlich, um die Gesundheit und Sicherheit von Pflegebedürftigen und Pflegepersonal zu gewährleisten. Nutzen Sie die Möglichkeiten der automatisierten Temperaturüberwachung, um Ihren Hitzeschutzplan effektiv umzusetzen. So sind Sie für die heißen Tage bestens gerüstet.
Kirchliche Einrichtungen profitieren vom SenseING-Komplettservice zur Temperaturüberwachung
The Wirtschaftsgesellschaft der Kirchen in Deutschland (WGKD) ist eine zentrale Organisation, die kirchliche, diakonische und soziale Einrichtungen bei der Beschaffung von Gütern und Dienstleistungen unterstützt. Mit ihrem breiten Netzwerk und Know-how hilft die WGKD ihren Mitgliedern, durch attraktive Rahmenverträge und Partnerschaften effizient und kostengünstig einzukaufen.
WGKD Mitglieder als vielseitige Kunden
Die evangelische und die katholische Kirche sind nicht nur in der klassischen kirchlichen Organisation tätig, sondern unterhalten auch eine Vielzahl sozialer Einrichtungen wie Kindergärten, Krankenhäuser, Jugend- und Altenheime sowie Pflegedienste. Allein in den Wohlfahrtsverbänden beschäftigen sie rund 1,3 Millionen Mitarbeitende. Unsere Lösungen richten sich daher nicht nur an Kirchen, sondern in erster Linie an Pflegeheime, Kindertagesstätten und andere soziale Einrichtungen.
Herausforderung Temperaturdokumentation
Überall dort, wo temperaturempfindliche Güter gelagert werden, müssen die Temperaturen überwacht und dokumentiert werden. Darunter zählen kühlpflichtige Lebensmittel sowie Medikamente. So müssen auch die auch die Mitglieder des WGKD wie Krankenhäuser, Alten- und Pflegeheime Lagertemperaturen überwachen und dokumentieren:
Vorschriften für die Lagerung von Medikamenten: Um die Wirksamkeit und Sicherheit von Medikamenten zu gewährleisten, müssen sie unter konstanten Temperaturbedingungen gelagert werden. Abweichungen können zu Qualitätsverlusten oder sogar zur Unbrauchbarkeit führen. Nach § 11 (1) Nr. 10 des Heimgesetzes müssen Heimbetreiber sicherstellen, dass Arzneimittel bewohnerbezogen und ordnungsgemäß aufbewahrt werden.
Vorschriften für die Lagerung von Lebensmitteln: Auch bei Lebensmitteln ist eine genaue Temperaturkontrolle unerlässlich, um die Frische und Sicherheit zu gewährleisten. Falsche Lagerung kann zu gesundheitsschädlichen Auswirkungen führen. Dabei schreibt die Deutsche Gesellschaft für Krankenhaushygiene in der Hygieneanforderungen beim Umgang mit Lebensmitteln in Krankenhäusern, Pflege- und Rehabilitationseinrichtungen vor, dass eine tägliche Temperaturkontrolle und Dokumentation kühlpflichtiger Lebensmittel erfolgen muss.
Darüber hinaus ist zu beachten, dass eine einmal tägliche Dokumentation nur eine Momentaufnahme darstellt und keine kontinuierlichen Temperaturverläufe erfasst. Zudem ist die manuelle Dokumentation mit Papier und Stift angesichts des hohen Arbeitsaufwandes sehr fehleranfällig und bindet personelle Ressourcen, die an anderer Stelle dringend benötigt werden.
Die Lösung: Automatisierte Temperaturüberwachung
Die automatisierte Temperaturüberwachung von SenseING bietet eine effiziente Lösung für die Herausforderungen der Temperaturdokumentation. Unser Ziel ist es, das Pflegepersonal zu entlasten und die zeitaufwändige und fehleranfällige Papierdokumentation abzuschaffen, um wertvolle Zeit zu gewinnen. Unsere fortschrittliche Lösung kann in Medikamenten- und Lebensmittelkühlschränken sowie in Patientenzimmern eingesetzt werden und ist in wenigen Schritten einsatzbereit. Nach der Inbetriebnahme sorgen Temperatursensoren in Verbindung mit unserer Software für eine präzise und kontinuierliche Überwachung und Dokumentation der Temperaturen.
Um es den Einrichtungen so einfach wie möglich zu machen, tritt SenseING als Full-Service-Dienstleister auf:
SenseING stellt die benötigte Hard- und Software zur Verfügung
Wir kümmern uns um die Wartung und Rekalibrierung der Geräte
PDF-Reports werden automatisch oder nach Bedarf generiert
Bei kritischen Abweichungen informiert unser Alarmsystem den Kunden per E-Mail, SMS oder Sprachanruf
Mit SenseING können Sie sicher sein, dass Ihre Temperaturüberwachung immer präzise und zuverlässig ist, während Sie sich auf die wesentlichen Aufgaben konzentrieren können.
More information
Für weitere Informationen über unsere Kooperation mit der WGKD und die Vorteile der automatisierten Temperaturüberwachung besuchen Sie unsere WGKD-Seite: WGKD-SenseING
Heutzutage ist die Temperaturkontrolle in vielen Branchen ein entscheidender Faktor, insbesondere in der Lebensmittelindustrie, im Gesundheitswesen, in der Logistik und in der Gastronomie. Ob es darum geht, die Frische von Lebensmitteln zu gewährleisten oder die Wirksamkeit von Medikamenten sicherzustellen – eine genaue Kontrolle ist unerlässlich. In diesem Blogbeitrag beleuchten wir die wichtigsten Vorschriften, Methoden und Vorteile der automatisierten Temperaturüberwachung und warum ein Managed Service Provider Ihnen helfen kann, diese Anforderungen optimal zu erfüllen.
Was versteht man unter Temperaturkontrolle?
Unter Temperaturkontrolle versteht man die kontinuierliche Überwachung und Dokumentation von Temperaturbedingungen, um sicherzustellen, dass sie innerhalb eines vorgegebenen Bereichs bleiben. Dies ist besonders wichtig in Bereichen, in denen Temperaturabweichungen zu erheblichen Qualitäts- oder Sicherheitsproblemen führen können. Zur Temperaturkontrolle können Thermostate, Sensoren, Datenlogger oder automatisierte Systeme eingesetzt werden, die es ermöglichen, Daten in Echtzeit zu erfassen und bei Abweichungen sofort Maßnahmen zu ergreifen. Die Temperaturkontrolle ist daher in vielen Branchen ein wesentlicher Bestandteil des Qualitätsmanagements und der Risikominimierung.
Wer muss die Temperatur kontrollieren?
The need to record storage temperatures depends on various factors, including the type of products stored and the regulations that apply in the respective industry and region. As a rule, companies that store food, pharmaceuticals, biological products or other temperature-sensitive goods must record the storage temperatures. Here are some examples:
Food industry: Produzenten, Verarbeiter und Einzelhändler sind dafür verantwortlich, dass Lebensmittel unter optimalen Temperaturbedingungen gelagert und transportiert werden, um Verderb und Kontamination zu vermeiden.
Gesundheitswesen: Krankenhäuser, Apotheken und Pharmaunternehmen müssen sicherstellen, dass Medikamente und Impfstoffe stets innerhalb der vorgeschriebenen Temperaturbereiche gelagert werden, um ihre Wirksamkeit und Sicherheit zu gewährleisten. Darüber hinaus müssen in vollstationären Einrichtungen ebenso die Lagertemperaturen von Lebensmitteln kontrolliert werden.
Logistikunternehmen: Unternehmen, die temperaturempfindliche Güter wie Lebensmittel oder pharmazeutische Produkte transportieren, müssen die Einhaltung der Kühlkette während des gesamten Transports gewährleisten.
Gastronomie: Restaurants, Cafés und Catering-Unternehmen müssen die Temperaturen ihrer Lager- und Kühlräume regelmäßig überwachen, um die Sicherheit und Qualität der Lebensmittel zu gewährleisten.
Einzelhandel: Supermärkte und andere Einzelhändler, die leicht verderbliche Waren anbieten, sind für die Aufrechterhaltung der Kühlkette bis zum Endverbraucher verantwortlich.
Die Verantwortung für die Kontrolle der Temperaturen liegt normalerweise beim Betreiber oder beim Qualitätsmanagement. Es ist wichtig, klare Verantwortlichkeiten festzulegen und sicherzustellen, dass das Personal entsprechend geschult ist und die Bedeutung einer korrekten Temperaturführung versteht.
Wie muss die Temperaturkontrolle erfolgen?
Die Temperaturkontrolle kann auf verschiedene Weise durchgeführt werden, wobei grundsätzlich zwischen stichprobenartigen Kontrollen und kontinuierlichen Überwachungsmethoden unterschieden wird.
Stichproben-Kontrolle
Bei stichprobenartigen Kontrollen werden zu festgelegten Zeitpunkten manuelle Messungen mit Einstichthermometern oder Infrarotthermometern durchgeführt. Diese Methode wird häufig im Wareneingang und in der Qualitätskontrolle eingesetzt, um sicherzustellen, dass die angelieferten Produkte den geforderten Temperaturanforderungen entsprechen. Ebenso können Stichproben bei der Ausgabe von Lebensmitteln durchgeführt werden, um die Erhitzungs- oder Kerntemperatur nach dem Kochen zu überprüfen und sicherzustellen, dass die Lebensmittel sicher verzehrt werden können.
Continuous monitoring
Bei der kontinuierlichen Überwachung werden Sensoren und Datenlogger eingesetzt, die die Temperatur in Echtzeit überwachen und aufzeichnen. Diese Systeme sind besonders wichtig für den Transport und die Lagerung kühlpflichtiger Waren. Durch die automatische Erfassung und Speicherung der Daten kann bei Temperaturabweichungen sofort ein Alarm ausgelöst und entsprechende Maßnahmen ergriffen werden. Sowohl bei der Lagerung als auch beim Transport sind diese Technologien unverzichtbar, um die Integrität der Kühlkette und die Qualität der Produkte zu gewährleisten.
Vorschriften zur Temperaturkontrolle
Die Anforderungen an die Temperaturkontrolle sind je nach Branche und Anwendungsbereich in verschiedenen Vorschriften festgelegt. In der Lebensmittelindustrie sind beispielsweise die EU-Verordnung 852/2004 über Lebensmittelhygiene und die Lebensmittelhygiene-Verordnung (LMHV) maßgeblich. Eine wichtige Rolle spielen auch die International Featured Standards (IFS), insbesondere der IFS Food Standard, der detaillierte Anforderungen an die Lebensmittelsicherheit und -qualität enthält. Im Gesundheitsbereich gibt es spezielle Anforderungen der Weltgesundheitsorganisation (WHO) und der nationalen Gesundheitsbehörden für die Lagerung von Medikamenten und Impfstoffen. Für den Transport kühlpflichtiger Güter gelten unter anderem die Vorschriften des Internationalen Übereinkommens über den Transport leicht verderblicher Lebensmittel (ATP). Diese Vorschriften stellen sicher, dass die Temperaturkontrolle auf höchstem Niveau erfolgt, um die Sicherheit und Qualität der Produkte zu gewährleisten.
Manuelle vs. automatisierte Kontrolle
Wie bereits im vorherigen Text erwähnt, kann die Temperaturkontrolle grob in stichprobenartige und kontinuierliche Kontrollen unterteilt werden. Stichprobenkontrollen werden immer manuell durchgeführt, z.B. mit Einstichthermometern. Bei den kontinuierlichen Messungen kann zwischen manuellen und automatisierten Methoden unterschieden werden.
Manuelle Kontrolle
Bei der manuellen Kontrolle erfolgt die Überwachung in der Regel mit einem Offline-Thermostat, das die Temperatur kontinuierlich misst. Das Personal liest dieses Thermostat ein- bis zweimal täglich ab und dokumentiert die Temperatur in einer Tabelle. Diese Methode ist einfach und kostengünstig, erfordert jedoch regelmäßige manuelle Eingriffe und ist anfällig für menschliche Fehler.
Automatisierte Kontrolle
Bei der automatisierten Steuerung werden Funksensoren mit Internetverbindung eingesetzt. Diese Sensoren zeichnen kontinuierlich, z.B. alle 20 Minuten, einen Datenpunkt auf und senden diesen automatisch über das Internet an eine Cloud. Dort werden die Daten ausgewertet, visualisiert und langfristig gespeichert. Diese Methode bietet eine hohe Genauigkeit und ermöglicht eine sofortige Alarmierung bei Temperaturabweichungen, erfordert aber eine höhere Anfangsinvestition und laufenden technischen Support.
Kriterium
Manuelle Kontrolle
Automatisierte Kontrolle
Genauigkeit
Anfällig für menschliche Fehler
Hohe Genauigkeit, Qualität und Zuverlässigkeit
Zeitaufwand
Regelmäßige manuelle Überprüfung und Dokumentation erforderlich
Automatisierte Datenerfassung und -speicherung. Kein manueller Aufwand
Reaktionszeit
Verzögerte Reaktion auf Temperaturabweichungen
Sofortige Alarmierung und Reaktionsmöglichkeit
Qualität
Temperaturverläufe wegen zu geringer Dichte nicht nachvollziehbar (Momentaufnahme)
Hohe Qualität durch hohe Datendichte (kontinuierliche Aufzeichnung)
Technischer Aufwand
Wenig technischer Aufwand, einfache Geräte
Erfordert anfänglichen Implementierungsaufwand, ggf. Schaffung einer Infrastruktur
Einsatzbereich
Geeignet für kleinere Betriebe oder weniger kritische Anwendungen
Ideal für kleine mittlere und große Betriebe, Transport empfindlicher Produkte
Kosten
Geringe Anfangsinvestition
Je nach System höhere Anfangsinvestition
Managed Service Anbieter – Ihre Lösung für lückenlose Temperaturkontrolle
Ein Managed Service Anbieter übernimmt die komplette Verwaltung und Wartung Ihrer Temperaturüberwachungssysteme. Dazu gehören die Bereitstellung der Hardware, die Installation und Konfiguration der Geräte, den technischen Support, die Alarmsysteme sowie die jährliche Rekalibrierung der Sensoren. Ein solcher Service bietet Ihnen folgende Vorteile:
Rundum-sorglos-Paket: Sie müssen sich nicht um die technische Verwaltung kümmern und können sich auf Ihr Kerngeschäft konzentrieren.
Expertenwissen: Professionelle Anbieter verfügen über das notwendige Know-how und die Erfahrung, um eine optimale Systemleistung zu gewährleisten.
Kontinuierliche Verbesserung: Managed Services werden ständig weiterentwickelt, um mit den neuesten Technologien und Vorschriften Schritt zu halten.
Zum dritten Mal lädt der Digitalstandort Karlsruhe dazu ein, Innovationen und Highlights der Digitalisierung hautnah zu erleben. Am 7. Juni ab 15 Uhr präsentieren über 60 Karlsruher Projekte und Unternehmen an verschiedenen Hotspots ihre spannenden Beiträge zur Digitalisierung.
SenseING – Eine Einladung hinter die Kulissen
Auch wir sind bei der Bunten Nacht der Digitalisierung dabei! Besuchen Sie uns beim Grill & Chill und werfen Sie einen exklusiven Blick hinter die Kulissen von SenseING. Entdecken Sie innovative Produkte für Asset Tracking and Temperature monitoring und erfahren Sie mehr über unsere neuesten Entwicklungen.
Vielfalt entdecken
Neben unserem Angebot laden wir Sie ein, die Angebote aller Partner zu erkunden. Nutzen Sie am 7. Juni kostenlos die öffentlichen Verkehrsmittel und nextbike, um bequem zwischen den verschiedenen Hotspots zu pendeln. Holen Sie sich ihr Teilnahmeband bei uns oder an zentralen Ausgabestellen.
Werden Sie Teil der Digitalisierung
Erfahren Sie mehr über die Bunte Nacht der Digitalisierung und sichere dir alle wichtigen Informationen auf der Website der Initiative karlsruhe.digital.
Calibration is the be-all and end-all in the world of measuring devices. But what exactly does that mean? How can we ensure that our devices provide reliable measurements? This blog post looks at the implications of calibration, its necessity and how it can be carried out.
What is calibration?
In the calibration process, experts check the accuracy and reliability of measuring devices and adjust them if necessary.
Why do sensors need to be calibrated regularly?
To ensure the accuracy of e.g. Temperature sensors operators must regularly calibrate the sensors. This is particularly important in industries such as the food, pharmaceutical and automotive industries, where even small measurement deviations can lead to quality problems or safety risks. Environmental influences, wear and tear, ageing and manufacturing errors can affect accuracy and therefore require regular checking and adjustment. In addition, strict regulations in some industries require the use of calibrated measuring devices to ensure high quality.
How is calibration performed?
Calibration is usually carried out by comparing the measurement results of a measuring device with those of a known reference standard, the so-called standard. Based on the differences found, adjustments are made to optimise the accuracy of the test device. Depending on the device type and requirements, this can be done manually or automatically. The procedure usually involves setting or adjusting various device parameters to ensure that the device delivers the desired measured values with high accuracy.
A common method of calibrating a temperature sensor is to use a temperature-controlled water bath, for example. The sensor is immersed in the water bath, the temperature of which is known as the reference value. The temperature measured by the sensor is compared with the reference value and, if necessary, adjustments are made to optimise accuracy. The results are documented and recorded in a calibration certificate.
How often do you calibrate?
The frequency of calibration depends on various factors, including the type of device, frequency of use and industry-specific requirements. In many industries, annual calibrations are common. Devices that are used frequently or in demanding environments may require more frequent calibration.
SenseING calibration service
All SenseING temperature measurement products go through our calibration service to ensure their accuracy and reliability. Our specialists perform calibrations that meet industry-specific requirements and ensure that our customers always receive accurate and reliable measurements. Further information can be found in the Service area.
Looking for precise sensors?
Discover our comprehensive service portfolio now and optimise your measurements.
Monitoring the temperature of goods requiring refrigeration is crucial for their safety and quality. Traditional methods of temperature monitoring are often inaccurate and do not provide real-time monitoring, causing problems in areas such as healthcare, catering and logistics. Remote temperature monitoring offers a solution by allowing organisations to monitor temperature in real time. Through the use of sensors, temperature data can be continuously collected and sent wirelessly to a central platform to immediately detect temperature fluctuations and trigger alarms. Remote temperature monitoring is therefore an efficient and reliable way to ensure the safety and quality of goods requiring refrigeration.
Translated with DeepL.com (free version)
SenseING products for remote temperature monitoring:
Temperature fluctuations jeopardise the quality and safety of goods that require refrigeration, such as food and medicines. They can accelerate the growth of bacteria in food and impair the effectiveness of medicines.
Gesundheitsrisiken für Verbraucher und Patienten
Inadequately refrigerated products can lead to serious health problems such as food poisoning or the loss of effectiveness of medication. This can be life-threatening, especially for patients who are dependent on a constant supply.
Liability risks for companies
The improper storage of products can place a legal and financial burden on companies. They can be held liable for damage, which can lead to high losses, reputational damage and legal consequences. The implementation of a reliable monitoring system is therefore crucial.
Regulations and compliance requirements
In addition to health and financial risks, companies must also fulfil certain regulations and compliance requirements, particularly in the areas of food and drug safety. Temperature monitoring systems play a crucial role in fulfilling these requirements by providing complete recording and monitoring of temperature conditions. By complying with these regulations, companies can minimise the risk of fines, legal consequences and reputational damage.
The advantages of remote temperature monitoring
Real-time monitoring and alarm functions
Remote monitoring enables immediate alarm messages in the event of temperature deviations so that problems can be recognised and rectified at an early stage.
Remote access and data storage
Users can access the temperature data from anywhere and analyse trends to prevent future problems.
Automated reporting and compliance support
Automated reports facilitate compliance with legal regulations and industry standards. Reports can be accessed with one click.
Areas of application for remote monitoring systems
Care facilities and hospitals
In care facilities and hospitals temperature monitoring is crucial to ensure the safety and efficacy of medicines and the quality of supplies. Remote monitoring systems provide the ability to continuously monitor temperatures in storage rooms, refrigerators and freezers and receive alerts in the event of deviations, allowing timely intervention to protect patient health while relieving staff of manual documentation.
Food industry and catering
In the Gastronomy and the food industry proper food storage is crucial to ensure consumer safety and avoid food waste. Remote temperature monitoring systems allow restaurants, grocery shops and food manufacturers to monitor the temperature in cold storage and warehouses and ensure that food is stored in optimal conditions to guarantee its quality.
Logistics and supply chains
In the Logistics and in supply chains, temperature monitoring systems play an important role in ensuring product quality during the production process. transport. By monitoring the temperature in delivery vehicles, containers and warehouses, companies can ensure that sensitive products such as fresh food or medicines are not exposed to undesirable temperature fluctuations during transport. In addition, the strict transport regulations can be optimally fulfilled with the systems.
Technological aspects of remote temperature monitoring
Remote monitoring systems essentially consist of two components: Hardware and software. The hardware includes Sensors and measuring devices that continuously collect data at predefined measuring points. These sensors send the collected data via the internet to platforms or software solutions where it is analysed, visualised and stored. In cases where the sensors do not transmit via the mobile phone network, the data is typically transferred to the internet via gateways. Various technologies such as WLAN, LoRaWAN etc. are used. LoRaWAN in particular is proving to be especially suitable due to its long range and good penetration in buildings.
When selecting the right technology, it is important to ensure that the hardware complies with the applicable guidelines and standards of the respective industry. Professional advice and support from experts can be helpful to ensure that the remote monitoring system meets the specific requirements and fulfils all legal requirements.
Conclusion
Remote temperature monitoring plays a crucial role in the safety and quality of products in various industries. Through continuous temperature monitoring, potential risks can be detected and remedied at an early stage to ensure product integrity. Companies and institutions should therefore implement remote temperature monitoring systems to replace manual documentation and monitoring processes. As product safety and quality requirements increase, the importance of this technology will continue to grow.
In industries where the storage of temperature-sensitive goods is critical to quality, safety and regulatory compliance, refrigerator temperature loggers play a crucial role. Whether in the food industry, healthcare or pharmaceutical facilities, ensuring optimal storage and transportation conditions is not only a business necessity, but also an ethical obligation. In this article, we explain what you should look for when purchasing data loggers to ensure that the storage temperature of your temperature-sensitive goods is always reliably documented.
Offline temperature logger and online temperature logger
Temperature data loggers can be divided into two basic categories: Loggers that are not integrated into a network, i.e. are read out manually via interfaces such as USB, and loggers that are integrated into a network, i.e. send data wirelessly, e.g. to a cloud.
The choice between offline and online temperature loggers depends on your specific requirements. Offline loggers are easier to integrate, but involve considerable effort in terms of evaluation and allocation. Online loggers enable automatic data transmission via the Internet and, depending on the wireless connection, transmission in real time.
Comparison table: Offline vs. online temperature logger
Features
Offline temperature logger
Online temperature logger
Local data storage
✓
✓
Real-time monitoring
✗
✓ (Dependent on technology)
Independence from network
✓
✗
Remote access and alerts
✗
✓ (Possible via the Internet)
In addition to the general classification into offline or online loggers, other requirements play an important role in selecting the ideal logger for your application.
1. Measuring accuracy
Different areas of application place different demands on the measuring accuracy of temperature loggers. When monitoring the temperature of rooms such as offices or lounges, a measuring accuracy of +/-1 °C may be sufficient. In research laboratories or the food industry, on the other hand, the precession requirements can be considerably higher. When selecting data loggers, it is therefore particularly important to ensure that the devices meet the measurement accuracy required for the respective application. In addition, you can save costs for measuring accuracy that you may not even need.
2. Battery life
Wählen Sie einen Temperaturlogger mit niedrigem Stromverbrauch, um eine längere Betriebsdauer zu gewährleisten und somit die Kosten für Batteriewechsel zu minimieren. Zudem gibt es Anbieter welche im Rahmen eines Servicevertrags Batteriewechsel- oder Wartungen durchführen.
3. Connectivity/Integration
Ensure simple and user-friendly integration of your temperature logger by choosing a system that can be easily integrated into your existing infrastructure. Especially when using online data loggers, choosing the right wireless technology is crucial. For interference-free data transmission, it is important that the wireless network has sufficient coverage. Technologies such as LoRaWAN which are characterized by a long range, low energy consumption and good building penetration. If you already have a software system, make sure that the data loggers can be easily integrated into it.
4. Real-time monitoring and alerting
Check whether an alarm function is required for your application in accordance with the certification requirements. Advanced temperature loggers with real-time monitoring and alarm configuration enable an immediate response to temperature fluctuations or device failures, which helps to minimize potential damage. It should be noted that these alarm functions are only available with online loggers, as a continuous network connection is required for real-time transmission.
5. Compliance and documentation
Compliance with legal regulations is mandatory in many industries. Your temperature logger or the associated software should therefore have automatic data recording and easy-to-understand reporting functions. This facilitates documentation for audits and inspections.
6. Flexibility for different requirements
Take the specific requirements of your industry into account. Some temperature loggers offer functions that are specifically tailored to the needs of food businesses or care facilities. For example, choose a model that can record multiple parameters to be more flexible and better meet your individual requirements.
Temperature logging with SenseING
We would be happy to advise you on your specific requirements and offer you customized solutions in the field of temperature logging with our products. Contact us for further information and individual advice.